





వేలాడుతున్న నూడుల్స్ ఎండబెట్టినదివెస్ట్రన్ ఫ్లాగ్ హీట్ పంప్ డ్రైయర్, వేలాడే నూడుల్స్ నాణ్యత బాగా మెరుగుపడటమే కాకుండా, విరిగిన వేలాడే నూడుల్స్ దృగ్విషయం ఉండదు మరియు ఎండబెట్టే సమయాన్ని తగ్గిస్తుంది, ఎండబెట్టే గది నిర్వహణ ఖర్చులను తగ్గిస్తుంది.
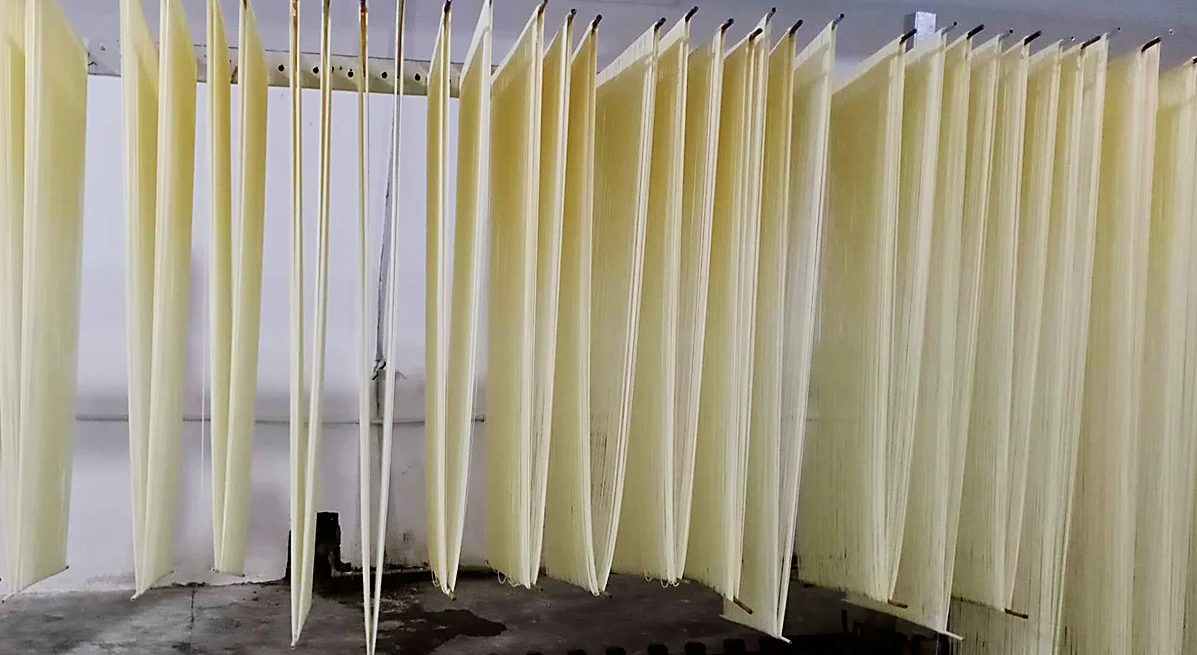
వేలాడే నూడుల్స్ ఎండబెట్టడం డౌ నూడుల్స్ను ఆరబెట్టడం కంటే భిన్నంగా ఉంటుంది. వేలాడే నూడుల్స్ను పొడిగా వేలాడదీయాలి మరియు దాని ఎండబెట్టడం ప్రక్రియ కూడా భిన్నంగా ఉంటుంది. సాంప్రదాయ సోలరైజేషన్ వాడకం వంటి ఎండబెట్టడం ప్రక్రియలో నూడుల్స్ను వేలాడదీయడం వల్ల దుమ్ము ఏర్పడుతుంది, దిగుబడి మెరుగుపరచడం కష్టం. కొన్ని ఎండబెట్టడం ప్రక్రియలు విరిగిన నూడుల్స్ సమస్యకు గురవుతాయి.
నిర్దిష్ట కారణాలు ఈ క్రింది విధంగా ఉన్నాయి:

ముందుగా, నూడుల్స్ ఎండబెట్టడం ఉష్ణోగ్రత 25 ℃ ~ 50 ℃ మధ్య ఉండాలి, ఎందుకంటే తడి నూడుల్స్లో ఎక్కువ నీటి శాతం ఉంటుంది మరియు సన్నని ఆకారం నెమ్మదిగా వేడెక్కడం మరియు ఆకృతి చేయడం మరియు చల్లబరచడం ప్రక్రియకు లోనవుతుంది, 4-5 గంటల ఎండబెట్టడం సమయం ఉంటుంది, కాబట్టి ప్రీ-టెంపరేచర్ చాలా వేగంగా ఉంటే, అది నూడిల్ బ్రేక్లకు దారితీయాలి మరియు ఉష్ణోగ్రత చాలా ఎక్కువగా ఎండబెట్టడంతో పాటు, వేగం చాలా వేగంగా ఉండటం వల్ల నూడిల్ బ్రేక్లకు కూడా దారి తీస్తుంది.
రెండవది, గాలి వాహిక రూపకల్పన అసమంజసమైనది, ఉదాహరణకు గాలి వాహిక రూపకల్పన అసమంజసమైనది, గాలి పరిమాణం ఏకరీతిగా లేదు, దీని వలన నూడుల్స్లో కొంత భాగం ఎండిపోతుంది మరియు గాలికి దూరంగా ఉన్న నూడుల్స్లోని మరొక భాగం సకాలంలో ఎండదు, ఫలితంగా గురుత్వాకర్షణ కారణంగా విరామం ముగుస్తుంది మరియు గాలి ముందు భాగం పెద్దదిగా ఉంటుంది, కేసులో విరామం ఉంటుంది.
మూడవదిగా, నూడుల్స్ను అసమంజసంగా ఉంచారు, సాధారణంగా, ప్రతి స్థానం యొక్క గాలి పరిమాణం యొక్క అసమానతను తగ్గించడానికి, వేడి గాలిని కృత్రిమంగా నియంత్రించాల్సిన అవసరం, బ్యాఫిల్ను నిరోధించడం, రిజర్వ్ చేయబడిన ఛానెల్లు మొదలైనవి. నూడుల్స్ వేలాడదీయడం మరియు వేడి గాలి ప్రవాహానికి తగినంత స్థలాన్ని రిజర్వ్ చేయకపోవడం వంటివి, అదే తగినంత గాలి పరిమాణం మరియు విరిగిన నూడుల్స్ పరిస్థితికి దారి తీస్తుంది.

అందువల్ల, వెస్ట్రన్ ఫ్లాగ్ హీట్ పంప్ డ్రైయర్ ఉష్ణోగ్రత మరియు తేమపై సహేతుకమైన నియంత్రణను అందించడానికి నాలుగు-దశల ఎండబెట్టడం పద్ధతిని అవలంబిస్తుంది.
దశ I: ఆకారాన్ని సెట్ చేయడానికి చల్లని గాలి.
ఈ దశలో, తడి నూడుల్స్లోని తేమ ఉచిత నీరు, బాష్పీభవనం ద్వారా తొలగించడం సులభం. ఎండబెట్టడం ప్రక్రియ యొక్క ఈ దశ తక్కువ ఉష్ణోగ్రత వద్ద సెట్ చేయబడింది, వేడి చేయబడలేదు, నూడుల్స్ యొక్క డీహ్యూమిడిఫికేషన్ను ప్రోత్సహించడానికి పెద్ద మొత్తంలో పొడి గాలికి గాలి ప్రవాహాన్ని బలోపేతం చేస్తుంది, తద్వారా నూడుల్స్ యొక్క ఆకారం మొదట్లో ఉపరితల తేమను తొలగించడానికి స్థిరంగా ఉంటుంది, ఎండబెట్టడం ఉష్ణోగ్రత సుమారు 26 ℃, తేమ 55-65% మధ్య ఉంటుంది, సమయం సుమారు 30 నిమిషాలు;
దశ Ⅱ: తేమ సంరక్షణ మరియు చెమట పట్టడం.
ఈ దశలో ప్రధానంగా తేమ వ్యాప్తి, వెంటిలేషన్ బలోపేతం, ఉష్ణోగ్రత క్రమంగా పెరుగుతుంది, చాలా "రష్" కాదు, ఉష్ణోగ్రత ఒక ప్రవణత ఏర్పాటు చేయడానికి, ఒక నిర్దిష్ట తేమ, 40 నిమిషాల సమయం కొనసాగిస్తూ, ఉష్ణోగ్రత 35 ℃, 75 ~ 85% లో తేమ;
దశ Ⅲ: ఉష్ణోగ్రత మరియు తేమ.
ఈ దశలో, తేమ సంరక్షణ మరియు చెమట పట్టే దశ ద్వారా, మరింత వేడెక్కడం, తేమను తగ్గించడం అవసరం, తద్వారా అధిక ఉష్ణోగ్రత మరియు తక్కువ తేమలో నూడుల్స్ సకాలంలో ఆవిరైపోతాయి, సమయం సుమారు 90 నిమిషాలు, ఎండబెట్టడం ఉష్ణోగ్రత 35 ~ 45 ℃, తేమ సుమారు 65%;
దశలు Ⅳ: శీతలీకరణ మరియు వేడి వెదజల్లడం.
వేలాడుతున్న నూడుల్స్ యొక్క ఈ దశలో చాలా నీరు తొలగించబడింది, సంస్థ ప్రాథమికంగా పరిష్కరించబడింది. ఈ సమయంలో, వేలాడుతున్న నూడుల్స్ యొక్క తేమను నెమ్మదిగా తగ్గించడం అవసరం, మరియు ఉత్పత్తి నీటి కంటెంట్ అవసరాలను సాధించడానికి నీటిలో కొంత భాగాన్ని తొలగించడం కొనసాగించాలి, సుమారు 90 నిమిషాల సమయం, ఉష్ణోగ్రత సుమారు 26 ~ 30 ℃, తేమ 55%. అదే సమయంలో, ఎడమ మరియు కుడి వైపులా మరియు గది మధ్యలో ఎండబెట్టే గదిలో తగినంత స్థలాన్ని రిజర్వ్ చేయడానికి, గాలి వాహిక చివరిలో గాలి పరిమాణం ఉండేలా చూసుకోవడానికి, పదార్థాన్ని ఉంచవద్దు.

వెస్ట్రన్ ఫ్లాగ్ హీట్ పంప్ పాస్తా డ్రైయర్ని ఉపయోగించడం ద్వారా, ఎండబెట్టే సమయం తగ్గించబడుతుంది, డ్రైయింగ్ రూమ్ యొక్క రన్నింగ్ ఖర్చు తగ్గుతుంది మరియు నూడిల్/పాస్తా నాణ్యత బాగా మెరుగుపడుతుంది. అదనంగా, వెస్ట్రన్ ఫ్లాగ్ యొక్క హీట్ పంప్ డ్రైయర్ వ్యవస్థ తెలివిగా నడుస్తుంది మరియు దానిని పర్యవేక్షించడానికి వ్యక్తి అవసరం లేదు.
పోస్ట్ సమయం: మే-30-2024






